



XD-V80K长轴刀塔尾顶数控车床 — 技术协议 —

XD-V80K长轴刀塔尾顶数控车
一、 机床特点
Ø 机床采用卧式高强度整体铸铁床身,床身采用小巨人设计结构,导轨为水平台阶式放置,适合高速高强度切削,具有优良的可靠性及精度保持性。
Ø 配套重切型大主轴,刚性强,精度高,可轻松应对各类钢件的重切削。
Ø 采用长行程伺服尾座,配合跟刀架,可轻松加工1000mm以内的长轴零件。
Ø X/Z轴采用大功率伺服电机与滚珠丝杠直接连接,进给扭力强,加工精度高。
Ø 配置高性能大刀盘伺服刀塔,在实现快速换刀的同时,兼具良好的可靠性和重复定位精度,
Ø 适用于汽车零部件、传动工业、风力发电等行业的长轴加工。
二、 技术参数
|
项目 |
单位 |
参数 |
|
最大回转直径 |
mm |
Φ830 |
|
最大加工长度 |
mm |
890 |
|
主轴通孔直径 |
mm |
Φ105 |
|
最大棒料通孔直径 |
mm |
Φ90 |
|
棒料最大车削直径 |
mm |
Φ200 |
|
盘类最大车削直径 |
mm |
Φ700 |
|
顶针间最小加工长度 |
mm |
150 |
|
顶针间最大加工长度 |
mm |
890 |
|
进给 |
||
|
X/Z轴最大行程 |
mm |
380/800 |
|
X/Z轴快速移动速度 |
m/min |
18/18 |
|
重复定位精度 |
mm |
±0.004 |
|
X/Z导轨宽度 |
mm |
55/55 |
|
X/Z丝杆直径 |
mm |
Φ40/Φ40(尾座Φ55) |
|
主轴 |
||
|
主轴型号 |
/ |
A2-11 |
|
主轴电机功率 |
kW |
37 |
|
主轴最高转速 |
r/min |
1500 |
|
刀架 |
||
|
排刀方式 |
/ |
12工位伺服刀塔 |
|
刀柄规格 |
mm |
32*32 |
|
镗孔刀架 |
mm |
Φ50 |
|
尾座 |
||
|
尾座套筒行程 |
mm |
100 |
|
尾座形式 |
mm |
液压尾座 |
|
尾座套筒锥度 |
MT |
5# |
|
其它 |
||
|
机床重量 |
kg |
7650 |
|
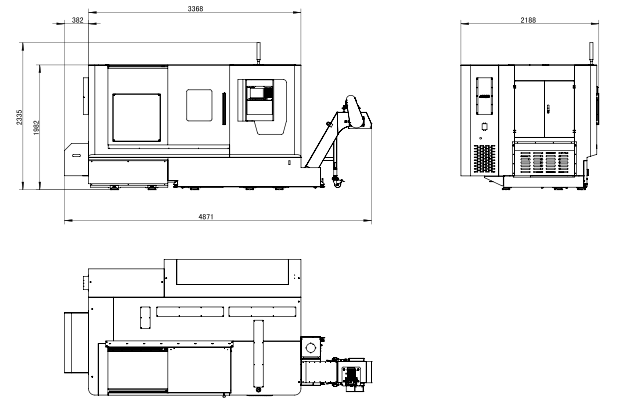
机床尺寸(长*宽*高) |
mm |
4800*2155*1980(含排屑机) |
三、 基本配置
|
主要配置 |
|||
|
序号 |
项目 |
品牌 |
型号 |
|
1 |
控制系统 |
台湾新代 |
22TA(总线绝对值) |
|
2 |
X轴驱动器及电机 |
台湾新代伺服电机 |
28.4Nm(带刹车) |
|
3 |
Z轴驱动器及电机 |
台湾新代伺服电机 |
28.4Nm |
|
4 |
主轴驱动器 |
台湾新代伺服驱动器 |
30kW |
|
5 |
主轴电机 |
台湾新代主轴伺服电机 |
37kW |
|
6 |
刀塔驱动伺服 |
台湾新代包套刀塔伺服 |
/ |
|
7 |
刀塔 |
XDMADE定制 |
12工位伺服刀塔(480刀盘) |
|
8 |
尾座 |
XDMADE定制 |
液压尾顶 |
|
9 |
丝杆 |
台湾上银/银泰滚珠丝杆 |
X:Φ40、Z:Φ55 |
|
10 |
导轨 |
台湾上银/银泰滚珠丝杆 |
X:55、Z:55 |
|
11 |
主轴 |
定制重切削套筒式主轴 |
A2-11 |
|
12 |
机架材质 |
铸件连体床身、外罩水箱 |
/ |
|
13 |
自动润滑系统 |
昱普润滑油泵 |
/ |
|
14 |
液压系统 |
君泰(JUNTAI) |
/ |
|
15 |
三色指示灯 |
HNDT(LED) |
/ |
|
16 |
冷却系统 |
德洋 |
/ |
|
17 |
工作照明灯 |
LED |
/ |
|
18 |
液压卡盘(含拉杆) |
/ |
12寸(1套) |
|
19 |
刀架(标配4个) |
/ |
2个镗孔、2个方刀座 |
|
20 |
排屑机 |
/ |
1台 |
|
20 |
内六角扳手和说明书 |
/ |
1套 |
|
选配配置 |
|||
|
1 |
送料机 |
||
四、 检验数据
|
大英新代数控车床检验数据 |
|||||
|
序号 |
检验项目 |
验收结果 |
允许值 |
备注 |
|
|
1 |
加工精度 |
X轴 |
±0.005 |
±0.01 |
|
|
Z轴 |
±0.005 |
±0.01 |
|
||
|
2 |
重复定位精度 |
X轴 |
±0.002 |
±0.004 |
|
|
Z轴 |
±0.002 |
±0.004 |
|
||
|
3 |
加工精度 |
±0.005 |
±0.01 |
|
|
|
4 |
加工工件圆度 |
0.004 |
±0.005 |
|
|
|
5 |
加工工件平面度(φ100) |
0.015 |
≤0.02 |
|
|
|
6 |
加工工件的表面粗糙度 |
1.6 |
≤1.6 |
|
|
|
7 |
加工锥度(100MM)长 |
0.01 |
≤0.02 |
|
|
|
8 |
主轴跳动 |
0.004 |
≤0.007 |
|
|
|
结论: |
|||||
1、设备通用要求
1.1 环境温度与湿度
Ø 可用环境温度:10℃–40℃;当环境温度为20℃时,湿度应保持在40%–75%。
Ø 为维持机床静态精度,推荐环境温度控制在15℃–25℃,且24小时内温差不超过±2℃。
1.2 电源要求
Ø 电源:3相,380V,电压波动不超过±10%,频率50Hz。
Ø 若当地电压不稳定,需配备稳压电源。
1.3 接地要求
Ø 必须可靠接地,采用铜质导线,线径不小于10mm²,接地电阻小于4Ω。
1.4 气源要求
Ø 压缩空气应干燥、洁净。如无法满足要求,需在机床进气前加装气源净化装置(除湿、除油、过滤)。
1.5 安装位置
Ø 设备应远离阳光直射、振源、热源、高频发电机、电焊机等干扰源,以防故障或精度损失。
2、设备安装与调试
2.1 准备工作
Ø 设备到货后,买方负责基础施工、卸车、吊装及就位,并通知卖方。卖方在接到通知后7天内派员到场。
2.2 开箱清点
Ø 双方共同开箱并按装箱单清点。如外包装完好而内部缺件,责任由卖方承担,卖方应及时补发并承担运费。
2.3 安装与调试
Ø 买方负责将电源与气源接至机床(暂不启动),并提供所需油品、冷却液及润滑油。
Ø 卖方负责免费进行现场检查、安装、调试及验收,买方应予以必要配合。
1、验收流程
机床验收分为预验收与终验收两个阶段。
1.1、预验收
Ø 时间与地点:设备发运前7天,在卖方工厂进行。
Ø 标准:依据双方签订的《预验收协议》中规定的内容及标准。
Ø 费用:买方承担差旅及食宿费,卖方提供工作午餐。
Ø 完成:验收后双方共同签署《预验收报告》。
1.2、终验收
Ø 地点:买方工厂。
Ø 标准:严格依据《终验收协议》约定的内容及标准,协议外事项不得作为验收项目。
Ø 约束条款:
Ø 在签署《终验收报告》前,买方不得使用设备,否则视为验收合格。
Ø 设备到货后两个月内,因买方原因导致无法验收,视为验收合格。
Ø 费用:卖方承担差旅及食宿费,买方提供工作午餐。
Ø 完成:验收后双方共同签署《终验收报告》。
七、质量保证
1、质保期限
质保期自终验收合格之日起计算,为期12个月。
2、质保范围
在质保期内,若因设备设计或制造缺陷导致故障,卖方承担维修责任。
设备出现问题后,卖方应在2个工作日内提供修正方案;若买方按指导仍无法解决,卖方须在2个工作日内派遣维修人员至买方现场,免费处理。
3、非质保情形
如因买方操作不当、自行拆卸改装、或超期存放等非卖方责任导致设备损坏,不在免费质保范围内,买方需承担相应维修费用
质保期结束后,卖方继续提供免费技术指导与在线支持,并以优惠价格供应零配件。如需现场维修,将按卖方标准收取服务费用。
八、 其它事项
1、本协议未尽事宜双方协商解决。
2、本协议作为合同附件、经甲方、乙方双方签字后与合同同时生效。
3. 本协议一式二份,甲、乙双方各执一份。
您好,欢迎莅临精阳机械,欢迎咨询...




